Why Does a Stainless Steel Wire Mesh Belt Conveyor Solve High Temperature Food Baking Challenges?
Author : HitokaCece HitokaCece | Published On : 16 Jun 2026
Introduction
Managing continuous thermal processing arrays and maintaining product structural integrity inside high temperature industrial baking ovens require a deep understanding of thermodynamics and belt tracking mechanics. For veteran food production directors and facility engineering heads, utilizing standard synthetic transport belts in high thermal zones introduces severe operational risks, as extreme heat leads to material melting, toxic outgassing, and frequent production shutdowns. If your commercial bakery line is constantly losing revenue due to uneven heat distribution, product sticking issues, or early belt tracking failure, your total factory throughput declines significantly. Transitioning to specialized, open design alloy material transport units allows production lines to secure excellent airflow penetration and maintain flawless structural stability. This technical briefing details how advanced heat resistant transport hardware protects system investments and optimizes high temperature processing.
Integrating a Premium Wire Mesh Belt Conveyor Eliminates Industrial Thermal Distortion
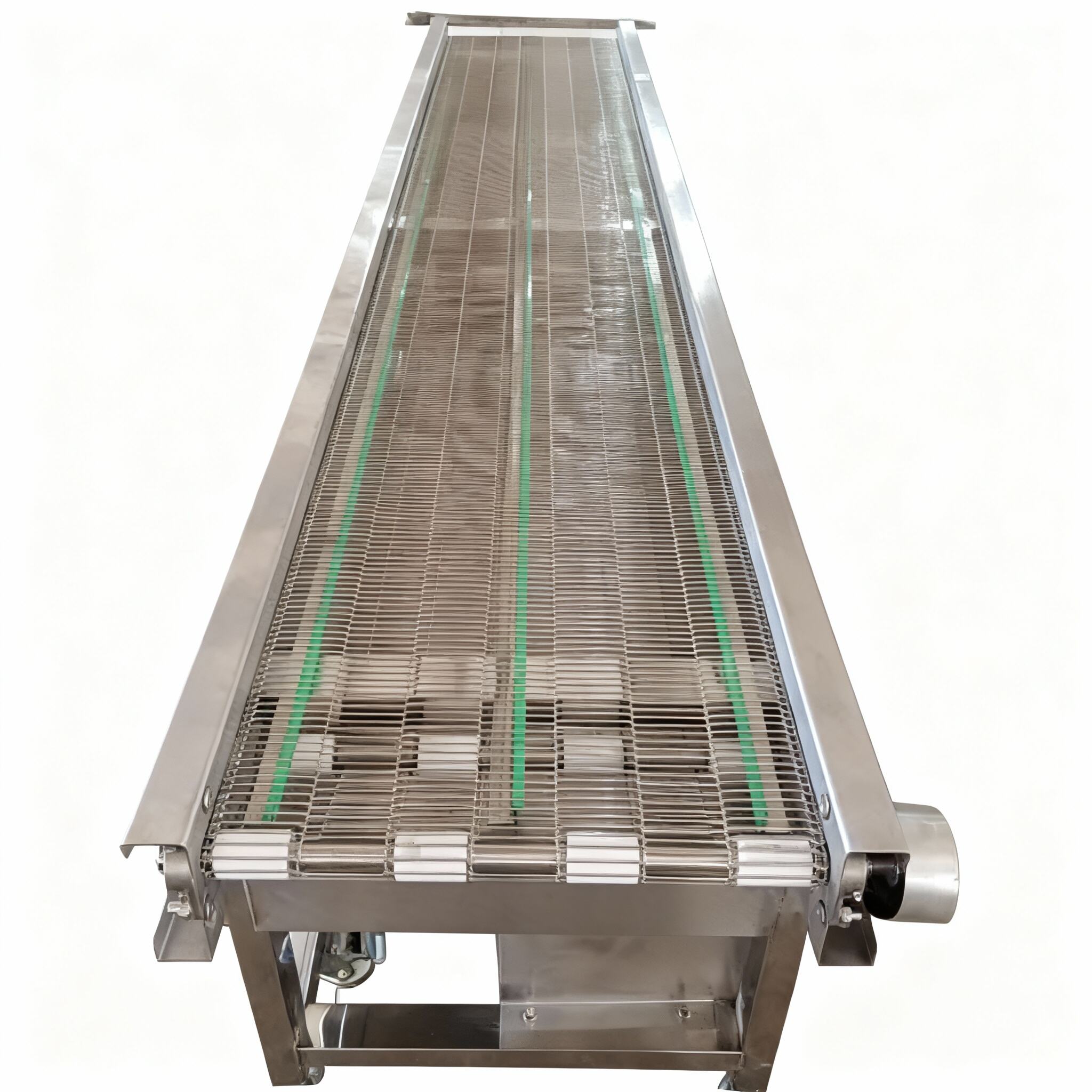
The daily processing productivity and continuous thermal efficiency of a commercial baking setup rely directly on the engineering foundation of its primary wire mesh belt conveyor. Sourcing an advanced high temp configuration ensures that your heating system maintains structural alignment while operating continuously under extreme oven temperatures exceeding several hundred degrees. These premium units feature open grid frameworks that facilitate uniform hot air circulation around the moving food items, guaranteeing consistent color development and moisture reduction across high volume production runs. Eliminating localized heat accumulation areas prevents product burning, making final outputs highly attractive to strict food safety quality teams. Standardizing on heat resilient alloy transport systems protects hardware longevity and reduces operational energy consumption metrics.
Deploying an Advanced Conveyor Dryer Safeguards Uniform Food Dehydration Workflows
Achieving a dominant market position in high volume vegetable processing or bulk snack manufacturing sectors requires professional moisture reduction machinery built for absolute air penetration. Utilizing an engineered conveyor dryer allows industrial processing plants to distribute heated air streams evenly through multiple material layers without experiencing product clumping or localized damp zones. These robust drying lines utilize variable speed control matrices and integrated internal air recirculating modules to optimize thermal heat transfer efficiency across fluctuating production volumes. Eliminating hidden moisture pockets prevents premature product spoilage and helps plant facility managers meet strict international food quality preservation standards cleanly. Choosing premium dehydration infrastructure supports rapid volume scaling and minimizes manual material handling overhead.
Sourcing an Engineered Chain Type Mesh Belt Optimizes High Load Thermal Tracking
Maintaining strict directional control and preventing mechanical tracking errors inside massive heavy load thermal processing tunnels require highly resilient drive mechanisms built with integrated lateral stabilization elements. Incorporating a heavy duty chain type mesh belt provides food production teams with absolute mechanical tracking security, utilizing solid side roller chains that lock into matching drive components to eliminate side to side shifting entirely. These high grade alloy assemblies withstand massive physical pulling forces without stretching or experiences pin elongation, ensuring smooth movement through intense heating or cooling zones. Removing operational belt slip variables lowers annual component replacement expenses and allows plant production supervisors to run continuous shifts without unexpected stoppage risks. Selecting verified driven mesh networks secures factory production continuity.
Conclusion
Achieving perfect processing consistency and protecting food manufacturing assets from expensive thermal breakdown variables require moving away from unverified equipment brokers toward fully integrated production operations with complete control over alloy selections, grid tolerances, and automated structural testing loops. Combining rigid quality assurance protocols with responsive technical application engineering support, custom dimension selections, and clear international logistics management allows processing plant managers to eliminate transport failures, prevent raw food material waste, and optimize long term capital returns. Sourcing certified thermal handling systems from established manufacturing specialists like Sunshine ensures a steady supply of high grade process assets, simplifies cross border compliance, and provides expanding production lines with the robust mechanical foundation needed to capture global market opportunities successfully.
